简介
为了降低PEM电解水制氢(H₂)成本,大量的研究工作集中在提高膜的质子(H⁺)电导率。在高电流密度(>2 A/cm²)下PEM电解槽的欧姆损耗是最大效率损失,可以通过降低质子传导膜厚度来降低膜欧姆损耗。将膜厚度<50μm以下,需要在膜电阻和氢离子传导、氢气交叉点(安全性)、膜降解以及制造通量等平衡。电解槽的安全运行需要具备以下特性的纳米级氢离子传导膜的候选材料:
(1)其氢气渗透率极低(<1×10−9cm2/s),电阻极低(<5×10−7S/cm),并且还具有物理化学特性,能够在酸性环境中稳定运行10,000h以上。
(2)所开发的薄需有利于大规模、成本效益型制造以及将无缺陷的纳米级膜集成到膜电极组件中的制造和组装工艺,如果能够实现这种纳米级膜,由低电阻纳米级膜带来的效率和产量的提升,将能够使通过水电解制取氢气的成本大幅降低。 PEM制氢设备
前言
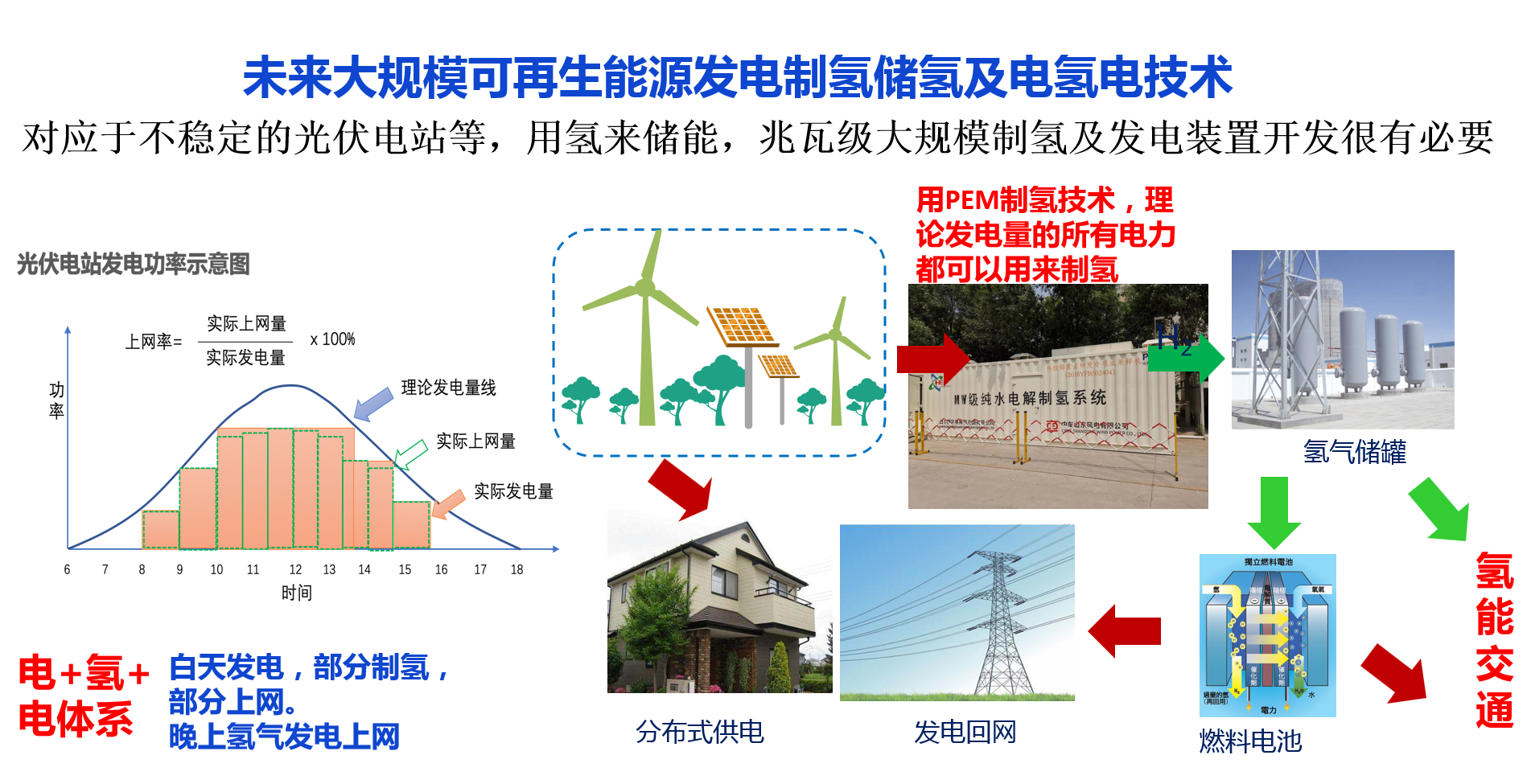
电解水制氢(H2)有望在未来新兴可持续能源中发挥重要作用,氢气能够作为无碳能源载体在多个终端领域使用。2022年全球范围内电解水制氢占总氢气产量<0.1%,因其生产成本(3.4-12美元/kg)高于甲烷重整制氢(SMR;1-3美元/kg)。可再生能源(太阳能和风能)发电价格持续下降能够缩小绿氢与SMR制氢之间成本差距,但需要电解槽成本降低,才可能实现成本上完全持平。因此需要开发运行效率更高、电流密度更大的电解槽。
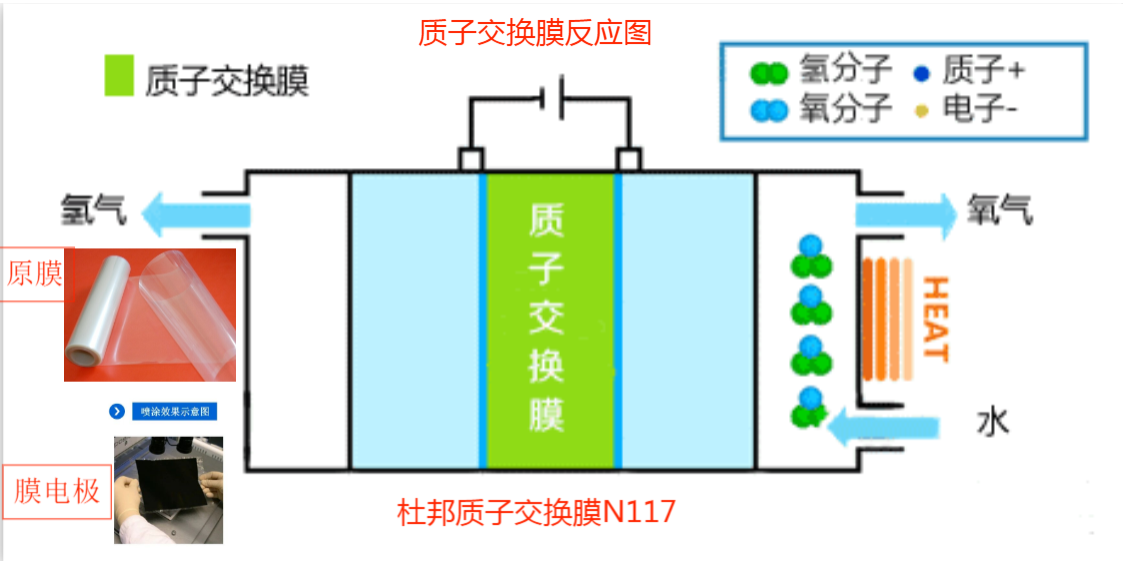
所谓的“零间隙”电解槽在实现高效且高电流密度运行方面最具前景,被应用于质子交换膜(PEM)电解槽和阴离子交换膜(AEM)电解槽中。如图1a所示,PEM电解槽单元由夹在阴极和阳极催化剂层之间的离子交换膜组成,催化层与膜之间没有任何间隙。PEM电解槽而言,离子交换膜将阳极析氧反应产生的质子(H+)传输至阴极,在阴极反应生成析氢反应生成氢气。除了质子传导外,膜还起到(i)物理隔绝作用,防止阴极氢气跨膜运输至阳形成爆炸性混合物,(ii)电绝缘作用,阻止电流在电极之间短路。目前,Nafion膜(全氟磺酸(PFSA)在市场上占据主导地位,成为商用PEM电解槽的首选膜材料,其具有极高的稳定性和氢离子传导性(0.08-0.12S/cm2@50°C)。
质子交换膜厚度对制氢成本影响 水电解制氢设备
N117膜(厚度178μm)长期以来一直是PEM电解槽的行业标准。在50°C时,完全湿润Nafion117膜的膜电阻(Rm)为120 mΩcm2。相对较低的电阻使得PEM电解槽能够以较高电流密度(1.5-2A/cm²)运行,该电流密度是传统碱性电解槽(0.2-0.5A/cm²)的3-10倍。零间隙的PEM和AEM电解槽单位电极面积或堆体积的高制氢量是相对ALK电解槽的主要竞争优势。将电流密度提高到2 A/cm²以上会使其竞争优势更加显著,这促使许多研究将电流密度提高到10A/cm²的PEM电解槽堆和系统设计。与氢离子传导相关的膜电阻变得极大,如图1b 中采用标准催化剂负载和Nafion117膜的电解槽的PEM电解槽极化曲线损耗的分解所示。在电流密度为1.5A/cm2时,膜欧姆损耗仅占总过电位损耗38%,电流密度为3A/cm2时上升至53%,电流密度为5A/cm2时则达到高达64%。电流密度为5 A/cm2时,2.3V的电解电压对应于以氢气低位热值计算的电解槽电压效率为54%(以氢气高位热值计算则为64%),对实际应用来说效率较低,不仅增加电力运行成本,还使电解槽堆内热量管理更加复杂。如图1c所示,该图展示了具有0.02 $ kW/h电力供应的PEM电解槽的使用寿命电力运行成本($ kgH2),由于膜电阻大于50 mΩcm2导致的低效率和更高的电力消耗,无法达到美国能源部“氢计划”中低于1美元/Kg生产清洁氢成本目标。
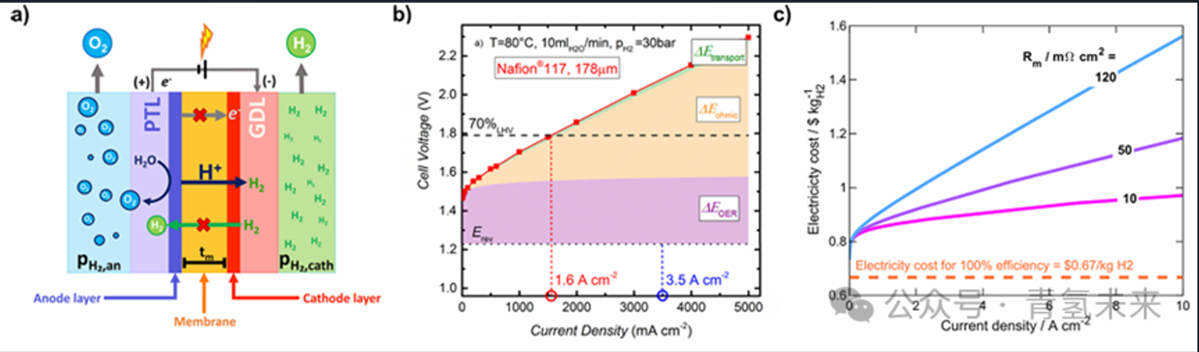
图1. (a)PEM电解槽的示意图。(b)基于Nafion117膜(178μm),80oC运行PEM电解槽的极化曲线。(c)将电解槽的水平化电能运营成本表示为运行电流密度的函数,该电流密度适用于具有不同膜电阻(Rm)的PEM电解槽,同时保持动力学损失不变。计算假设电池堆的使用寿命为10年,电价为0.02美元/千瓦时,电解电压衰减速率为2µV/h,非膜欧姆电阻为5 mΩcm2,折旧率为10%,通货膨胀率为2%计算。
在高电流密度下,通过膜进行H+传输所产生欧姆损耗占比最大,研究人员一直致力于设计具有更低H+传输膜电阻的质子交换膜。在图2a中,利用欧姆定律计算膜欧姆损耗(ηOhmic)与电流密度和膜电阻之间的关系。电流密度超过5A/cm2时的ηOhmic<100 mV,膜的电阻Rm<10mΩcm2。低电阻膜能够实现高效的电解槽运行,产氢量是传统PEM电解槽的2-4倍,能有效降低电解槽堆成本(资本支出/kg),降幅可达50%-75%。如图1c 所示,低电阻膜还能使电力成本保持在每千瓦时0.02 美元以下,实现制氢电耗成本<1美元/kg。
膜厚度与质子电导率关系
虽然降低膜电阻的对性能提升明显,实现极低的Rm值(<10mΩcm2)所需的材料和方法却并不明确。如公式1所示,Rm可以通过减小膜厚度(tm)或提高其H+电导率(σH+)来降低:

由于基于PFSA的膜(Nafion)的H+电导率目前已达到最大值,进一步显著提高σH+可能性较低。提高工作温度在一定程度上有助于增加σH+,但其上限为80°C,温度过高会出现膜降解和脱水的问题。因此,许多降低PFSA基H+交换膜中Rm的努力都集中在制造更薄的膜上。
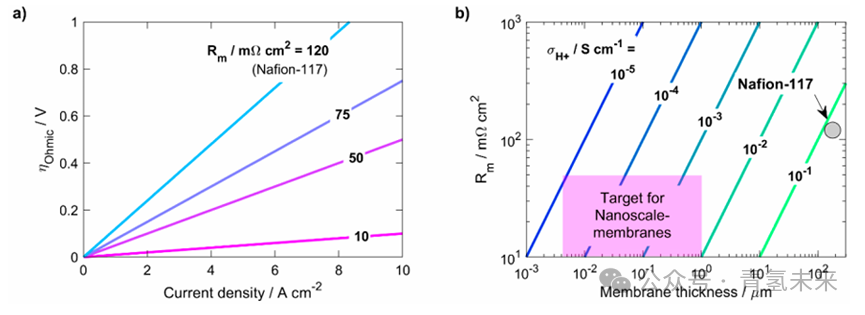
图2. (a)膜欧姆损耗(ηohmic)与膜电阻(Rm)及电流密度之间的关系。(b)膜电阻随膜厚度和H+电导率(σH+)的变化情况。
图2b 显示了不同σH+下Rm随tm的变化情况,其中灰色圆圈对应于50°C时Nafion117厚度和σH+。如果将σH+保持在0.12S/cm的恒定值,图2b 表明tm需要减小到12μm才能实现Rm= 10mΩcm2。但是,要实现实现如此超薄Nafion膜需要克服相关困境:(i)H+电导率随厚度增加而降低;(ii)Nafion聚合物膜在较薄厚度下更容易出现膨胀、蠕变和撕裂等机械问题;(iii)H2从阴极扩散到阳极跨膜运输变得过高。重要的是,图2b还表明,即使σH+降低1-3个数量级,仍有可能实现Rm≤ 10mΩcm2的效果。纳米孔直径会减少2-4个数量级,这样方法此前已被研究人员提及在开发基于密度较高的二氧化硅(SiO2)的氢离子传导膜,用于微流体PEMFC应用。
膜厚度对H2交叉渗透影响
PEM电解槽在阴极和阳极之间存在较大压力差(ΔpH2)的情况下以产生高压力的氢气,使用薄膜时阴极到阳极氢气交叉扩散过程需要考虑的一个关键安全问题。在没有缺陷的情况下,氢气在平面膜上的稳态通量(JH2)可以按菲克定律进行建模,该定律在式(2)中以浓度(ΔCH2)和压力(ΔpH2)形式表述。

PH2代表膜对氢气渗透率,Rg是气体常数,T是温度。PH2由氢气扩散系数与膜中溶解度乘积所决定,与JH2密切相关。氢气的交叉转化率(以占总氢气产量的百分比表示,即%CR)也是需要了解的重要数据。%CR是通过将JH2除以总氢气产量计算得出的。
根据菲克定律,通过氢气生成的总速率(此处用电流密度(i)来表示,这是依据法拉第定律得出的):

其中F 为法拉第常数。根据氢气生成的国际标准,阳极中氢气浓度必须保持在氧气中氢气安全下限的50%以下(氧气中氢气安全下限为4%),这相当%CR为1%。
JH2和%CR与tm成反比关系,对于薄膜而言,将H2转化率控制在可接受水平的任务就变得尤为困难。这一点在图3a 中有所体现,其中%CR作为tm的函数进行了绘制,针对不同的PH2值进行了展示。对于Nafion材料而言,对于氢离子分压的压差:ΔpH2=14.8 bar,工作电流密度为i = 1.5 A/cm2。取 PH2的值为8×10−8cm2/s,图3a 显示出在ΔpH2=14.8bar压力能够安全运行Nafion最薄厚度为10μm。
当考虑低负载运行的影响(这对于与间歇性可再生能源耦合的电解槽而言是理想的情况)对阳极中氢浓度所产生的作用时,最小安全厚度会增加。在较低的电流密度下,氧气生成量降低会导致氢气从阴极转移到阳极比例增加,使得氧中氢浓度增加。因此,旨在更大波动范围的电流密度下运行的电解槽需要更厚的膜,确保氢气交叉渗透限制在可接受的水平,该水平适用于预期的最低电流密度。
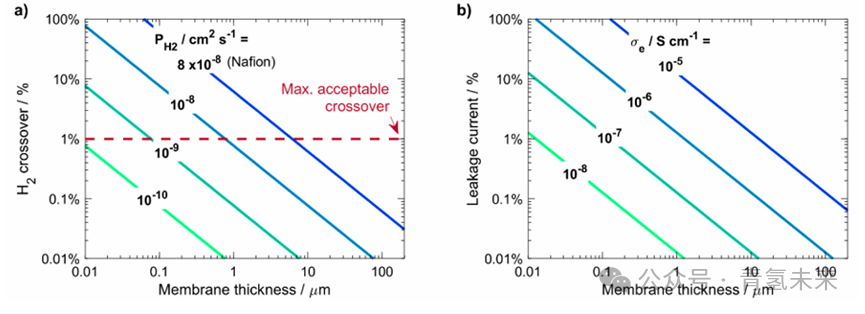
图3. (a) 氢气交叉渗透速率(以氢气生成速率的百分比表示,即%CR),随膜厚度和氢气渗透率的变化情况(PH2由于膜两侧的氢气分压差为ΔpH2=14.8bar。%CRI值是根据电流密度(i = 1.5A/cm2)计算得出。(b)跨膜的电泄漏电流,以总电解电流的百分比(即泄漏)形式呈现,与膜厚度和膜的电导率(σe)的关系图示,基于电解电压为1.9V。
对氢气交叉速率随电流密度变化情况的详细分析,针对两种不同的ΔpH2和PH2
如图S1。降低膜厚度的一种有前景的方法是将H2/O2消除复合催化剂(GRCs)集成到膜中,以减少阳极气体中H2量。这一策略是传统聚合物膜研究活动的重点,同时也为实现其他类型膜材料的更低膜厚度提供了潜在的益处。然而,由于需要使用额外的铂族金属催化剂以及更高的堆叠复杂性,使用GRCs会带来额外的成本。图3显示了具有PH2特征的膜材料,其降低幅度比Nafion要低两个数量级,能够将膜厚度降低至0.1-1μm之间。
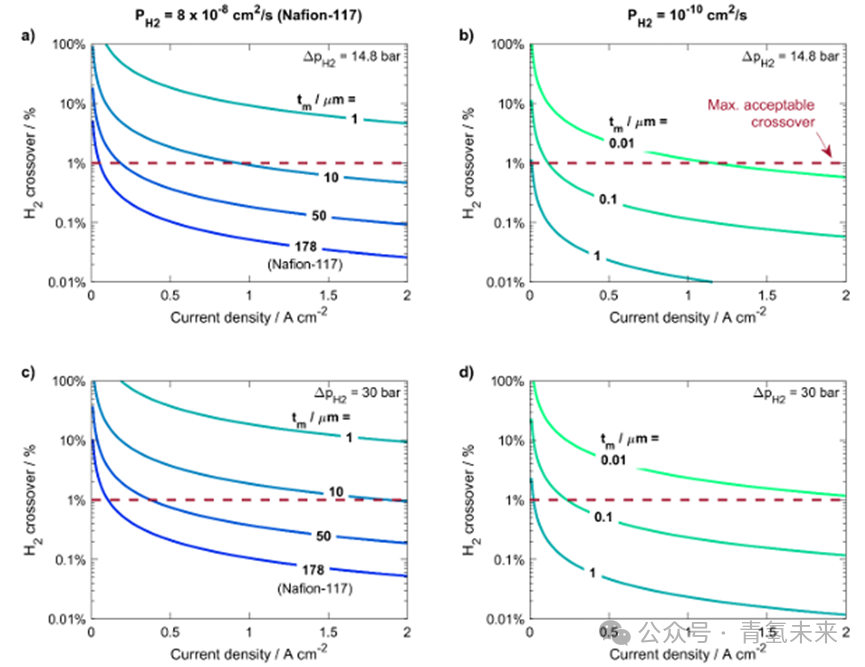
图S1. H2跨膜渗透率(以 H2 生成率的百分比表示,即%CR)随电流密度和膜厚度(tm)的变化情况,针对不同膜两侧的H2分压差及膜H2透过率的组合情况绘制:a.)∆pH2= 14.8bar,PH2 = 8×10-8cm2/s;b.)∆pH2=14.8bar,PH2=10-10cm2/s;c.)∆pH2= 30bar,PH2=8×10-8cm2/s;d.)∆pH2= 30bar,PH2 =10-1cm2/s。
未来质子交换膜开发方向
除了阻止氢气交叉扩散之外,理想的膜材料还必须阻止电子从阴极流向阳极。虽然膜两侧少量的泄漏电流可能是可以接受的,但泄漏电流密度若接近或超过总电流密度的1%(即离子电流与电子电流之和)将会对电解槽的效率产生不利影响,因为这些“交叉过载的电子”会以热能的形式被消耗掉。根据欧姆定律计算出的泄漏电流除以工作电流密度i,可以预测出膜两侧的电泄漏电流所对应的电流百分比。

在膜两侧的电压差为Vm的情况下,Rm,e是膜的电阻值(单位为Ωcm²),σe是膜的电导率。在图3b中,%ie表示泄漏率,其计算基于Vm=1.9V,在高电流下运行的PEM电解槽典型电解电压。此图表明,具有类似于干燥Nafion(σe=1.1×10−6S/cm)电导率无缺陷膜,在%ie超过1%之前,其厚度可以小于1.4 μm,因为上述原因所致,使用具有更高σe的替代膜材料时必须谨慎。
图2 和图3 中所呈现的分析强调了降低膜厚度会导致在PEM电解槽中H+、H2和e的传输之间平衡。降低膜厚度有利于减少Rm并提高电解槽效率,但导致H2跨膜渗透率或反向泄漏电流增加。因此,最好确定一个膜厚度(tm,min),该厚度允许在保持H2跨越和反向泄漏在最大可接受水平以下的情况下最小化Rm。忽略电泄漏问题,可以使用公式eq3通过给定的最大可接受%CR(定义适用于此情况)来确定最小可能的Rm(Rm,min),电流密度i = i*) ,并将由此得出的表达式代入方程1 中:
公式5 引出了一个重要的结论:膜对氢离子的阻力最小化,电解槽的效率最大化,而这种膜材料的特性表现为σH+/PH2的特定比例尽可能大。这一结果表明,对于下一代电解槽而言,膜的设计和选择不应盲目地依据寻找具有最大H+(或OH−)传导率的稳定膜材料这一标准来进行,而应依据描述符σH+/PH2达到最大化的程度。膜抑制H2 交叉渗透的能力与H+传输的能力同样重要。因此,即使一种膜σH+值比Nafion的低几个数量级,如果其PH2值更低,仍可能实现更低的Rm值,从而优于Nafion,其数值还要低几个数量级。在图4中,1%跨越点在1.5A/cm²时的Rm,min与σH+/PH2的关系被绘制成曲线。对于不同的ΔpH2这表明,对于阴极处所需的H2出口压力而言,同样重要的是要加以考虑,因为较高的出口压力需要更厚膜来减少额外氢气交叉泄漏。图4对于1%的H2交叉渗透和0.5A/cm²的电流密度,Rm最小值会上升,因为较低的电流密度操作要求更低的H2交叉率,保持相同H2交叉渗透率,要求更低PH2。
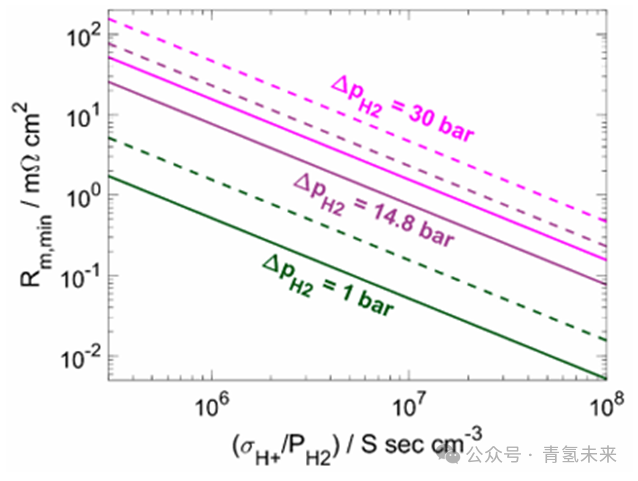
图4.最小膜质子电阻(Rm,min)与质子传导率与氢渗透率之比(σH+/PH2)对于跨膜的不同氢气分压差(ΔpH2)及工作电流密度(i*)。实线表示当i* = 1.5A/cm²时的Rm,min值,虚线则表示当i* = 0.5A/cm²时的值。此分析假设最大可接受的氢气交叉速率为%CR=1%,该值是基于参考电流密度i* 计算得出。
图4 中所呈现开发基于具有较低σH+(可能低于Nafion)但具有较高PH2材料的纳米级膜必要性。这也非常重要,(尤指在同类中处于)较下的。要使这类材料的Rm低于Nafion,需要膜厚度必须非常薄。例如,考虑一种膜,它是一种非常有效的氢气阻隔材料,其特性为PH2=5×10⁻¹⁰ cm2/s。根据公式5,这样的膜在ΔpH2 为14.8bar能够达到Rm,min ≤ 10mΩcm2。如果其σH+大于3.8×10−4S/cm,则i* = 1.5 A/cm2。较低的H+电导率意味着必须将厚度小于40nm才能达到目标Rm,min。制造如此薄的亚微米厚膜并将其集成到PEM电解槽中存在若干挑战。其中最主要的挑战(无论膜材料如何)克服薄膜出现的氢气交叉的孔洞或裂缝缺陷。这种性质的缺陷可能在制造或电解槽组装过程中产生,并且与膜质子导电性的纳米或微孔不同。相反,这些缺陷是局部通道,可以支持高速率的氢气对流交叉。为了说明在膜中消除大孔洞或裂缝的重要性,使用改进的克努森模型(该模型考虑了氢气通过任意直径(dp)的圆柱形、充气气孔的扩散和对流)对氢气交叉速率进行了建模,如图5a 所示。
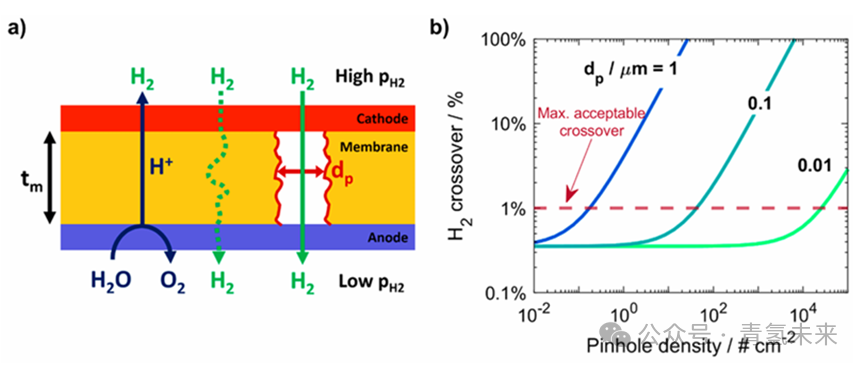
图5. (a)氢气通过电解槽膜的扩散与对流机制穿过开放性缺陷(针孔)的示意图。(b)膜缺陷密度与氢气交叉渗透率(%CR)的百分比关系,针对三种圆柱形针孔直径(dp)和ΔpH2=14.8bar,PH2=5×10⁻¹⁰cm2/s,tm=100nm,温度为25°C。%CRI根据工作电流密度i=1.5A/cm2计算得出。
在图5b中,%CR被建模为针孔密度和针孔直径的函数,该函数是在13.8bar(阴极处氢气分压为14.8 bar)的微分压力下针对一个假设的膜(其厚度tm= 100 nm,本征氢气渗透率PH2=5×10−10cm2/s。在低孔隙密度情况下,交叉渗透渡速率接近菲克定律所预测的值,但低于目标值。在1000nm宽的孔隙密度高于约0.1 cm-2(对于100nm宽的孔隙,密度则高于约30 cm-2)时,交叉渗透速率超过了可接受的最大值,与以往的实验工作结果一致,当时考虑到压力差异的因素,研究了人工制造的微孔在质子交换膜交叉中的作用。实际上,如果纳米级微孔部分被阻塞或被来自阳极的水填充,那么可以容忍更多的缺陷,这会减缓在较低压力差异下氢气通过纳米级孔的扩散。不过,这一分析表明,氢气交叉可以对膜缺陷的高度敏感,超过100纳米的直径就显得尤为重要,强度了制造无缺陷膜的重要性。将无微孔、亚微米厚的膜和膜电极组件从实验室规模扩大到生产规模存在多个挑战。通常情况下,一种技术或工艺会受到物质传输或视线限制的物理限制,这些限制阻碍了它们在更大尺寸或大规模生产中的成功应用。因此,对于亚微米膜的一个挑战是确保厚度均匀性,厚度的差异理想情况下应小于全厚度范围的5%,以避免局部氢气高渗透通量和不均匀的电流分布。但是对于较大的基板尺寸以及大规模的生产制造,消除这些小斑点和严重的缺陷(如大孔洞和裂缝)更加难以控制。在高表面积基板(如气体扩散层或透气层)上均匀涂覆亚微米膜涂层可能需要非视觉技术,而这些技术会受到基板表面化学性质和膜的化学性质的影响。因此,与缩放和厚度均匀性相关的问题并非仅仅通过增加生产设备的体积就能轻易解决的,因为大规模的物质传输或化学反应性问题会极大地改变膜的厚度及其相关性能。具体来说,在诸如溶胶-凝胶法和浸涂法等湿化学制造方法中,要在大面积沉积区域保持均匀的前驱体浓度是一个重大挑战,这可能导致薄膜厚度的差异和σH+的变化。对于气相沉积制造方法,在具有复杂拓扑结构的基底上实现更严格的厚度均匀性要求已在其他高产量工艺中成功实现,例如钝化发射极和背面接触太阳能电池的制造、有机发光二极管显示器以及半导体行业的应用。但对于气相沉积方法,也存在这样一种权衡关系:即薄膜均匀性与与基底的贴合度之间存在矛盾。沉积速率越快,会导致更差的一致性以及不均匀的厚度。生产的经济效益会随着产量的增加而提高,但器件结构的复杂程度和沉积方法的差异会削弱这种规模经济带来的效益。如果无法利用大规模制造所带来的规模经济效应来将成本降低到满足市场特定应用所需的水平,那么这种生产技术就不会被采用。对于制造高性能超薄膜电极组件(旨在达到美国能源部“氢路线”目标)所需的经济高效的生产解决方案,需要在速度和效率方面进行努力,同时也要考虑产量因素。
先不考虑制造无针孔纳米级膜的制造难题,一个重要的问题是:哪些可能是能够实现更高σH+/PH2的最有前景的膜材料类别?那Nafion呢?作为如前所述,目前似乎没有足够的条件进一步提高σH+的值(超过Nafion的水平),这意味着σH+/PH2的值也会随之增加,很可能会来自酸度较低的材料。基于PFSA膜,如Nafion,H+和H2的传输之间存在耦合关系,这种耦合源于两种物质主要通过纳米级(3-6nm)的水通道进行传输,而这些通道是由于疏水的四氟乙烯(PTFE)骨架与亲水的磺酸基团(PFSA聚合物的一部分)之间的相分离而形成的。增加通道的体积分数往往会提高H+的导电性,但这些通道也充当着快速H2传输的通道。这种H+和H2传输之间的耦合与众所周知的膜罗伯森极限非常相似,该极限表明,对于任何通过膜中的自由体积单元运输的两种物质,选择性和渗透性之间会存在平衡关系。幸运的是,在某些情况下,当两种物质(一种是期望的,一种是不期望的)通过至少部分相互独立的分离机制进行运输时,罗伯森极限是可以被克服的。认识到这一点,增加σH+/PH2是一种有前景的方法。其目标是针对那些能有效抑制分子H2通过孔隙扩散,同时又有利于基于H+在膜内嵌入的离子交换组分之间跳跃而进行的促进扩散机制进行运输的膜材料。鉴于聚合物膜具有高度的可调性,首先考虑使用能够实现H+和H2传输解耦的聚合物材料是合乎逻辑的,这样就能提高σH+/PH2的值。
研究人员采取的一种方法是将较低的PH2,具有PFSA离子聚合物在不降低离子交换容量(IEC)的情况下仍能实现电渗析。通过静电纺丝工艺制备的聚砜膜在质子交换膜水电解槽中表现出较低的氢气渗透率,且氢离子传导率未出现损失,相比之下,未增强的膜则不然。这些磺化芳香烃添加剂,如磺化聚苯硫醚和磺化聚芳醚磺化物,已被证明具有更低的PH2。基于PFSA膜由于亲水区域的特征尺寸较小且结构不连续。这被认为是由于离子聚合物的独特形态所致,其相关长度即使在高水合度下也相对较小。烃基基团的聚芳族聚合物膜也已被研究作为独立的膜材料,其基于亲水区域的微观结构具有可调的H+到H2选择性。然而,与烃基膜相关的机械应力引起的耐久性挑战仍需克服,特别是对于具有高离子交换容量(IEC)膜而言。
有机/无机混合复合膜,如Nafion/氧化物、Nafion/碳化物和Nafion/氧化石墨烯(GO),也是降低PH2有前景潜在材料,保持了较高的氢离子传导性。例如,Nafion/二氧化硅型和Nafion/氧化石墨烯型复合膜已被报道能够降低PEMFC中的氢气交叉(PH2)现象。在PEM 燃料电池中,嵌入有诸如石墨烯和六方硼氮化物(hBN)等具有H+传导能力的二维材料的聚合物膜也表现出较低的PH2。在这些复合膜中,通常认为通过增加聚合物膜中水合通道的紧密度和/或曲折度来降低PH2,从而降低氢气有效扩散率。无机材料,如氧化物,也已知为H+导体,是用于低温和中温电化学应用的聚合物膜的有吸引力的替代品。与聚合物膜材料相比,像钙钛矿氧化物和氧化物这样的H+导电氧化物通常具有更低的孔隙率、更高的体积模量、更好的热稳定性和更强的耐强氧化条件的能力。电解槽的阳极处使用强氧化剂阻止电化学攻击,对于避免膜变薄(这是薄型Nafion膜的一个重大问题)可能特别有用。许多氧化材料的低孔隙率和高密度也适合用于薄型膜,这些膜能够限制电解槽中的H2 扩散渗透现象,这一点在核聚变应用中通过使用氧化涂层作为H2透过屏障而得到了证明。此外,氧化物的高体积模量使其不易发生机械变形现象(如膨胀和蠕变),而高热稳定性则允许其在温度远高于100°C 的条件下运行。钙钛矿型膜(这是H+导电氧化物中最常见的类型)通常在400-700°C运行。类似地,像掺杂的钇稳定氧化锆这样的钙钛矿氧化物以及像二氧化硅和二氧化钛这样的简单氧化物也已在较低温度(25 - 400°C)下作为H+导体进行了研究。然而,许多氧化物材料在低温下的H+电导率在10−8-10−5S/cm范围内,这比Nafion和其他聚合物材料低多个数量级,聚合离子交换膜依靠负电荷中心来促进质子传导,氢离子传导氧化物这样的膜材料则需要辅助的电解质离子来传导电流,或者需要在氧化物基质中添加电荷载体以用于纯离子水的使用。要实现去离子水中高氢离子传导率,需要新的掺杂化学方法和掺杂离子交换基团的合成策略来实现这些替代膜的掺杂。为了提高二氧化硅膜的氢离子传导性,研究人员向二氧化硅中掺入了磷或磺酸,结果使得氢离子传导性显著提高(从10−4S/cm 提高到10−3S/cm),相比未掺杂的二氧化硅而言有了大幅提升。令人鼓舞的是研究人员证明了使用2-3μm厚的二氧化硅涂层作为甲醇燃料电池中的氢离子传导膜是可行的。
虽然基于PFSA膜是目前PEM电解槽的领先技术,但需要指出的是,欧盟和美国正在就对源自PFSA 的材料的生产进行潜在限制展开讨论。虽然这些提议正在讨论中,旨在解决与PFSA相关的环境或安全问题,但需要指出的是,许多产品(包括医疗保健、商业产品和能源行业的产品,包括PEM电解槽的膜)都会受到这种限制的影响。由于没有合适的材料可以立即替代,关键行业可能会遭受无法弥补的损害。尽管PFSA 仍在市场上并用于PEM电解槽的膜中,但这一讨论促使科学界创新替代方案,这些方案或许有一天能够成为PFSA膜的替代品,这其中包括了本中所提及的无机膜。
总之,具有纳米级(<1μm)厚度的氢离子传导膜为降低膜电阻至能够使质子交换膜电解槽在电流密度比传统质子交换膜电解槽高出2-6倍的情况下仍能高效运行的水平提供了有前景的途径。由于氢离子在阳极和阴极之间的传输距离较短,纳米级膜能够具备比传统Nafion膜低1-3个数量级的氢离子传导率,并且仍能实现更低的总膜电阻。然而,对于商业电解槽而言,氢离子电阻并非唯一重要的膜特性。
电解槽的安全运行需要具备以下特性的纳米级氢离子传导膜的候选材料:其氢气渗透率极低(<1×10−9cm2/s),电阻极低(<5×10−7S/cm),并且还具有物理化学特性,能够在酸性环境中稳定运行10,000h以上。此外,还必须开发出有利于大规模、成本效益型制造以及将无缺陷的纳米级膜集成到膜电极组件中的制造和组装工艺。如果能够实现这种纳米级膜,由低电阻纳米级膜带来的效率和产量的提升,将能够使通过水电解制取氢气的成本大幅降低。

结论
为了降低PEM电解水制氢(H₂)成本,大量的研究工作集中在提高膜的质子(H⁺)电导率。在高电流密度(>2 A/cm²)下PEM电解槽的欧姆损耗是最大效率损失,可以通过降低质子传导膜厚度来降低膜欧姆损耗。将膜厚度<50μm以下,需要在膜电阻和氢离子传导、氢气交叉点(安全性)、膜降解以及制造通量等平衡。电解槽的安全运行需要具备以下特性的纳米级氢离子传导膜的候选材料:
(1)其氢气渗透率极低(<1×10−9cm2/s),电阻极低(<5×10−7S/cm),并且还具有物理化学特性,能够在酸性环境中稳定运行10,000h以上。
(2)所开发的薄需有利于大规模、成本效益型制造以及将无缺陷的纳米级膜集成到膜电极组件中的制造和组装工艺,如果能够实现这种纳米级膜,由低电阻纳米级膜带来的效率和产量的提升,将能够使通过水电解制取氢气的成本大幅降低。
