1、简介
变压吸附(PSA)气体分离技术是依靠压力的变化来实现吸附与再生的,因而再生速度快、能耗低,属节能型气体分离技术。并且,该工艺过程简单、操作稳定、对于含多种杂质的混合气可将杂质一次脱除得到高纯度产品。因而近三十年来发展非常迅速,已广泛应用于含氢气体中氢气的提纯,混合气体中一氧化碳、二氧化碳、氧气、氮气、氩气和烃类的提取、各种气体的无热干燥等。而其中变压吸附提取纯氢技术的发展尤其令人瞩目。
2、装置组成
本装置一般由低压活塞式氢气压缩机、脱氯塔(根据原料气指标选择)、脱氧塔(根据原料气指标选择)、原料气冷却器、原料气分液罐、提氢吸附塔、顺放气罐、解吸气混合罐、氢气缓冲罐、精密过滤器、隔膜式氢气压缩机等设备。根据实际情况,尾气可以选择罗茨风机加压再利用。
3、工作原理
吸附是指:当两种相态不同的物质接触时,其中密度较低物质的分子在密度较高的物质表面被富集的现象和过程。具有吸附作用的物质(一般为密度相对较大的多孔固体)被称为吸附剂,被吸附的物质(一般为密度相对较小的气体或液体)称为吸附质。吸附按其性质的不同可分为四大类,即:化学吸附、活性吸附、毛细管凝缩、物理吸附。
4、成分
工业PSA制氢装置所用的吸附剂都是具有较大比表面积的固体颗粒,主要有:活性氧化铝类、活性炭类、硅胶类和分子筛类。不同的吸附剂由于有不同的孔隙大小分布、不同的比表面积和不同的表面性质,因而对混合气体中的各组分具有不同的吸附能力和吸附容量。
5、组分吸附能力
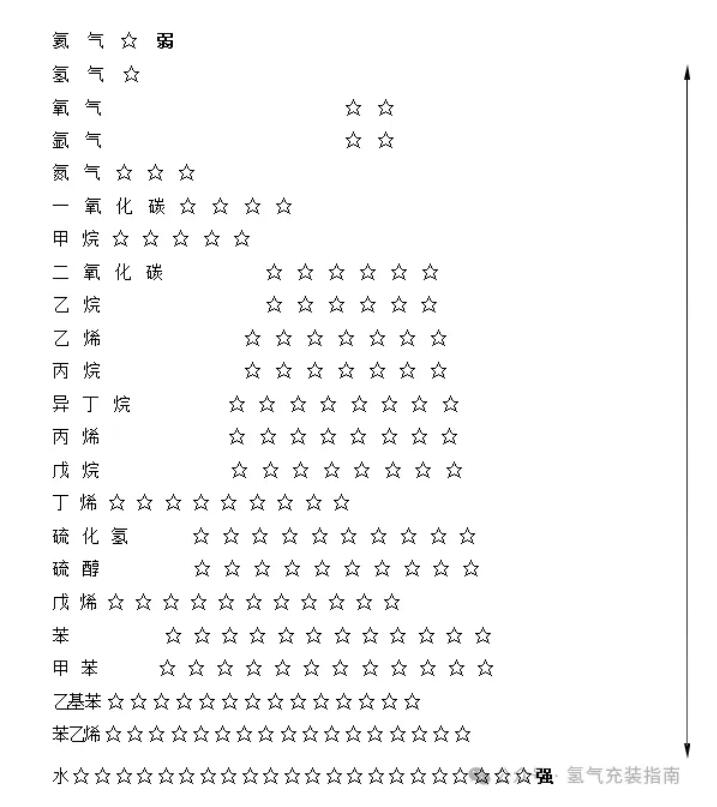
6、吸附平衡
在实际吸附过程中,吸附质分子会不断地碰撞吸附剂表面并被吸附剂表面的分子引力束缚在吸附相中;同时吸附相中的吸附质分子又会不断地从吸附剂分子或其它吸附质分子得到能量,从而克服分子引力离开吸附相;当一定时间内进入吸附相的分子数和离开吸附 相的分子数相等时,吸附过程就达到了平衡。对于物理吸附而言,动态吸附平衡很快就能 完成,并且在一定的温度和压力下,对于相同的吸附剂和吸附质,平衡吸附量是一个定值。
由于压力越高单位时间内撞击到吸附剂表面的气体分子数越多,因而压力越高平衡吸附容量也就越大;由于温度越高气体分子的动能越大,能被吸附剂表面分子引力束缚的分子就越少,因而温度越高平衡吸附容量也就越小。
7、工艺条件与装置处理能力的关系
原料气组成:吸附塔的处理能力与原料气组成的关系很大。原料气中氢含量越高时,吸附塔的处理能力越大;原料气杂质含量越高,特别是净化要求高的有害杂质含量越高时,吸附塔的处理能力越小。
原料气温度:原料气温度越高,吸附剂的吸附量越小,吸附塔的处理能力越低。
吸附压力:原料气的压力越高,吸附剂的吸附量越大,吸附塔的处理能力越高。
解吸压力:解吸压力越低,吸附剂再生越彻底,吸附剂的动态吸附量越大,吸附塔的处理能力越高。
产品纯度:产品纯度越高,吸附剂的有效利用率就越低,吸附塔的处理能力越低。
8、氢气回收率影响因素
由于PSA装置的氢气损失来源于吸附剂的再生阶段,因而吸附塔的处理能力越高,则再生的周期就可以越长,单位时间内的再生次数就越少,氢气损失就越少,氢回收率就越高。
不同工艺流程下的氢气回收率:在不同的工艺流程下,所能实现的均压次数不同,吸附剂再生时的压力降也就不同, 而吸附剂再生时损失的氢气量随再生压力降的增大而增大。一般来讲,PSA流程的均压次数越多,再生压力降越小,氢气回收率越高。但从另一方面考虑,均压次数如果过多,容易将部分杂质带入下一吸附塔并在吸附塔顶部形成二次吸附,从而使该塔在转入吸附时因顶部被吸附的杂质随氢气带出而影响产品氢纯度。对于冲洗流程和抽真空流程来讲,冲洗流程需消耗一定量氢气用于吸附剂再生,而抽真空流程则是通过抽真空降低被吸附组分的分压使吸附剂得到再生,故采用冲洗流程时, 氢气回收率较低,但抽真空流程能耗较高。
产品氢纯度与氢回收率的关系:在原料气处理量不变的情况下,产品氢纯度越高,穿透进入产品氢中的杂质量越少,吸附剂利用率越低,每次再生时从吸附剂死空间中排出的氢气量越大,氢气回收率越低。
吸附压力对氢气回收率的影响:在一定的范围内,吸附压力越高,吸附剂对各种杂质的动态吸附量越大。在原料气处理量和产品氢纯度不变的情况下,吸附循环周期越长,单位时间内解吸次数越少,氢气回收率越高。
冲洗过程对氢气回收率的影响:由于被吸附的大量杂质是通过产品氢的回流冲洗而解吸,故冲洗时间的长短、冲洗气量的大小、冲洗速度的快慢都将影响氢气的回收率。一般来讲,冲洗时间越长,冲洗过程越均匀,冲洗气量越大,吸附剂的再生越彻底,在纯度不变的情况下,吸附时间越长,氢气回收率越高。但是,由于本装置的冲洗气来自均压结束后的顺放过程,如需加大冲洗气量,则顺放过程压力降太大,将会引起部分杂质穿透,反而不利于冲洗。
吸附时间(或吸附循环周期)对氢气回收率的影响:在原料气流量和其他工艺参数不变的条件下,延长吸附时间就意味着时单位间内的再生次数减少,再生过程损失的氢气也就越少,氢气回收率越高。但是,在同样条件下,吸附时间越长,进入吸附剂床层的杂质量越大,因吸附剂动态吸附量不变,故穿透进入产品氢的杂质量将增大,这势必会使产品氢纯度下降。由此可见,吸附时间的改变将同时影响产品氢的纯度和收率。
在PSA制氢装置的实际操作过程中,为了提高PSA装置运行的经济性,我们应在保证产品氢中杂质含量不超标的前提下,尽可能的延长吸附时间以提高氢气回收率。这是PSA装置吸附时间参数设定的基本原则。
9、工业吸附工艺流程的主要工序
吸附工序--在常温、高压下吸附杂质,出产品。
降压工序--通过一次或多次的均压降压过程,将床层死空间氢气回收。
顺放工序--通过顺向降压过程获得吸附剂再生的冲洗气源。
逆放工序--逆着吸附方向降压使吸附剂获得部分再生。
冲洗(抽真空)工序--用产品氢冲洗(或抽真空)降低杂质分压,使吸附剂完成最
终的再生(本装置采用冲洗再生)。
升压工序--通过一次或多次的均压升压和产品气升压过程使吸附塔压力升至吸附
压力,为下一次吸附作好准备。
本装置主流程的工序包括:吸附、一均降、二均降、三均降、顺放、逆放、冲洗、三均升、二均升、一均升、产品氢终升共十一工艺步序。

